
За ожичење електричне инсталације користе посебне уређаје који се називају разводне (разводне) кутије. Њихова уградња потпуно елиминише могућност изласка голих језгара. Повезивање жица унутар разводне кутије дозвољено је само заваривањем, пресовањем и употребом посебних уређаја за стезање.
Садржај:
 Прочитајте такође: Пећи за купатило са резервоаром за воду (120+ фотографија): уређај и принципи рада, врсте, избор модела, самопроизводња (Видео) + рецензије
Прочитајте такође: Пећи за купатило са резервоаром за воду (120+ фотографија): уређај и принципи рада, врсте, избор модела, самопроизводња (Видео) + рецензије
Намена разводних кутија
Како одабрати електрично подно грејање: удобност и поузданост аутономног грејања
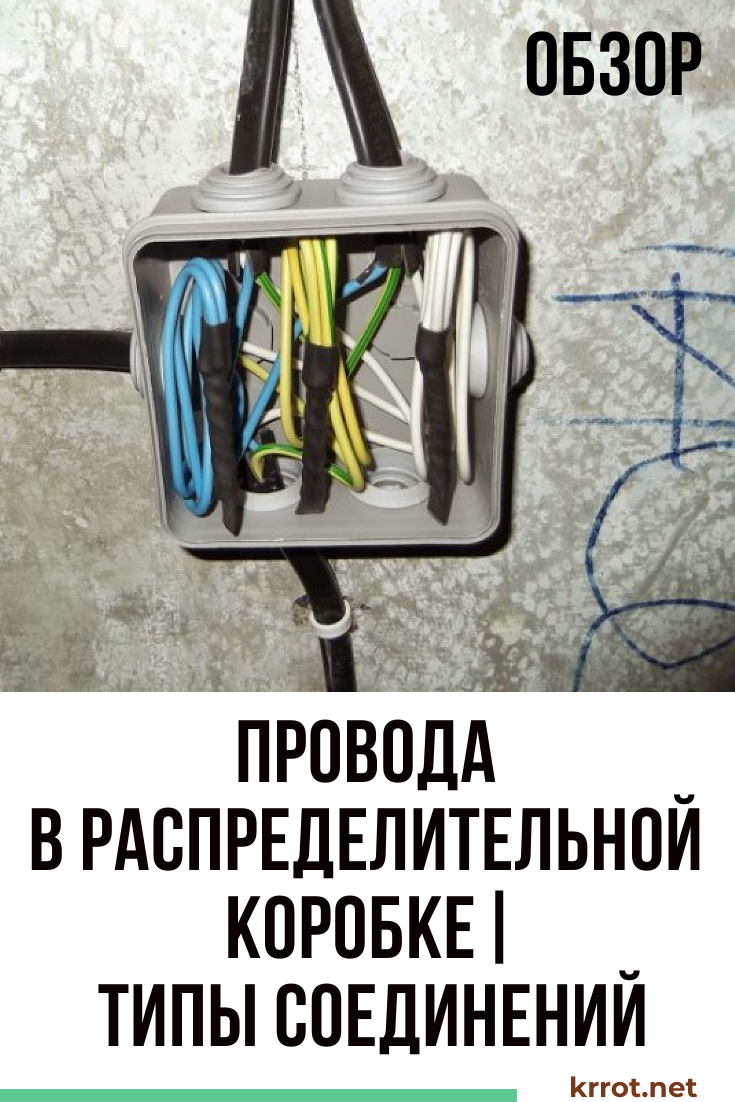
Разводна кутија може имати било који облик - квадратни, правоугаони, округли или чак овални
Приликом полагања електричних инсталација, равномерно се узгаја од штита до свих просторија. У сваком од њих, жице се поново гранају и иду до крајњих тачака потрошње: утичнице, прекидачи, лампе итд. На чворним тачкама се постављају разводне кутије - шупље структуре дизајниране да сакрију тачке ожичења. Уграђују се у зид 10-30 цм од плафона или остављају споља у облику надземних уређаја.
Главна сврха таквих конструкција је заштита спојева од контакта са запаљивим материјалима, физичким оштећењима, прашином и влагом. Поред тога, разводне кутије такође имају естетску улогу, покривајући места лемљења или терминале који нису баш естетски.
Према ГОСТ Р 50571.15-97, за приступ садржају, такве структуре су опремљене поклопцима или вратима. Рупе на бочним странама служе за излаз жица. Забрањено је иммуровање без могућности слободног отварања. Чак и када се кутија монтира у зид, њен поклопац мора бити на површини и отварати се брзо и без напора. Понекад разводне кутије могу да садрже већ уграђене терминале.
Производи намењени за унутрашње ожичење морају имати ниво заштите ИП20-30 и бити израђени од полистирена, полипропилена. Степен заштите разводних кутија монтираних у опасним подручјима је ИП44. Конструкције постављене на отвореном су направљене од материјала отпорних на временске услове и имају заптивне шавове.
 Прочитајте такође: Занимљиве идеје за украшавање ваше омиљене дацха својим рукама | 150+ оригиналних фото савета за мајсторе
Прочитајте такође: Занимљиве идеје за украшавање ваше омиљене дацха својим рукама | 150+ оригиналних фото савета за мајсторе Монтажа кутије
Шта би требало да буде ожичење у приватној кући, инсталација уради сам, упутства за почетнике
Ради погодности, све линије треба да буду означене
Мора се узети у обзир место његове инсталације. На крају крајева, требало би да буде брзо доступан. Приликом монтаже кутије у зид, за њу се припрема рупа у облику удубљења. Затим је причвршћен раствором алабастера.
Спремају се стробови за снабдевање жицама у зидовима. Сва језгра су положена у заштитне пластичне или металне цеви. Истовремено праве канале за утичнице. Сва језгра за сигурност мора бити обележен. Кабл који долази директно из оклопа означен је речју "улаз". Требало би да има 2-3 језгра и пресек од 4 мм2.
За осветљење се користе проводници од 1,5 мм2, за утичнице од 2,5 мм2. Приликом састављања дијаграма повезивања жица у разводној кутији, фаза треба да иде на фазу (беле жице), уземљење, респективно, само на масу (светлозелене жице), а нула само на нулу (плаве жице).
Приликом полагања жица у разводној кутији, између њих је остављено мало растојање (допуст) од око 1 цм. Када користите било који од начина повезивања језгара, они морају бити изоловани пластичним поклопцима или обичном електричном траком.
Приликом дијагностиковања склопљене мреже повезују најмоћнији уређај и проверавају да ли се појавило грејање. Ако се то догоди, разводна кутија се раставља и тражи се веза са недовољном површином контакта. Такође је могуће да су коришћени проводници недовољног пресека. У овом случају, они се замењују.
 Прочитајте такође: Уређење вашег сајта сопственим рукама - (130+ фото идеја и видео снимака) + рецензије
Прочитајте такође: Уређење вашег сајта сопственим рукама - (130+ фото идеја и видео снимака) + рецензије
Методе повезивања

Заваривање бакарне жице
Приликом избора једног или другог начина повезивања, пре свега треба да се фокусирате на очекивано оптерећење мреже. Према захтевима ПЕС-а, уградња било које врсте електричне мреже у разводну кутију може се извршити на три главна начина.
Најчешће коришћено заваривање и пресовање. Дозвољено је и повезивање помоћу специјалних вијчаних или вијчаних стезаљки. Истовремено, њихова величина мора тачно одговарати попречном пресеку жица и броју језгара.
Заваривање

Заваривање је живело у разводној кутији
Заварени метод је погодан само за упаривање жица направљених од хомогених метала. Спада у једну од најпоузданијих метода повезивања. За разлику од увијања или чак вијчаних спојева, у њему нема контактног отпора, што минимизира вероватноћу прегревања контакта и његовог кратког споја.
Овај метод се суштински разликује од лемљења - топљење између жица међуматеријала (најчешће калај-оловни лем). Приликом заваривања, средњи метал се не користи. Само произведено топљење додирних делова, услед чега се жице претварају готово у јединствену целину.
Адхезије, због присуства трећег, лабавијег материјала, могу временом да ослабе. Плус, на зглобовима, због разлике у саставу, долази до деструктивних хемијских реакција. Дакле, за спајање жица унутар разводне кутије фузијом, према ПЕС-у, потребно је заваривање.
- За обављање посла довољне су минималне вештине. У свакодневном животу, у ове сврхе, најчешће се користи тачкасто или лучно заваривање, које се изводи на графитним (за бакар) или угљеничним електродама.
- За завариваче почетнике, боље је користити машину са константним напоном струје од 12-32 вати. Искусни инсталатери више воле да раде са снажнијим јединицама са променљивом струјом
- Крајеви жица од 5-6 цм су претходно очишћени, а затим уврнути. У исто време, 5-6 центиметара језгра треба да остане без увијања. Морају бити чврсто притиснути једни на друге. Да би се формирала растопљена кугла, када се спајају три или више језгара, остаје само неколико крајева, остали се одрежу
- Чак се и увијање стисне обичним клештима или стезаљком
- Топљење се врши на врху увијања 2-3 секунде. Да бисте то урадили, уземљење из претварача за заваривање је повезано са његовим горњим делом.
- Ако је јачина струје у уређају правилно изабрана, лук би требао бити стабилан. Не долази до лепљења електрода.
- За заваривање пар бакарних жица са попречним пресеком од 1,5 мм2 Довољно је 70 А, за три језгра 90 А. Ако имају већи пресек од 2,5 мм2, јачина струје ће морати да се повећа на 80-100 А
Кримповање
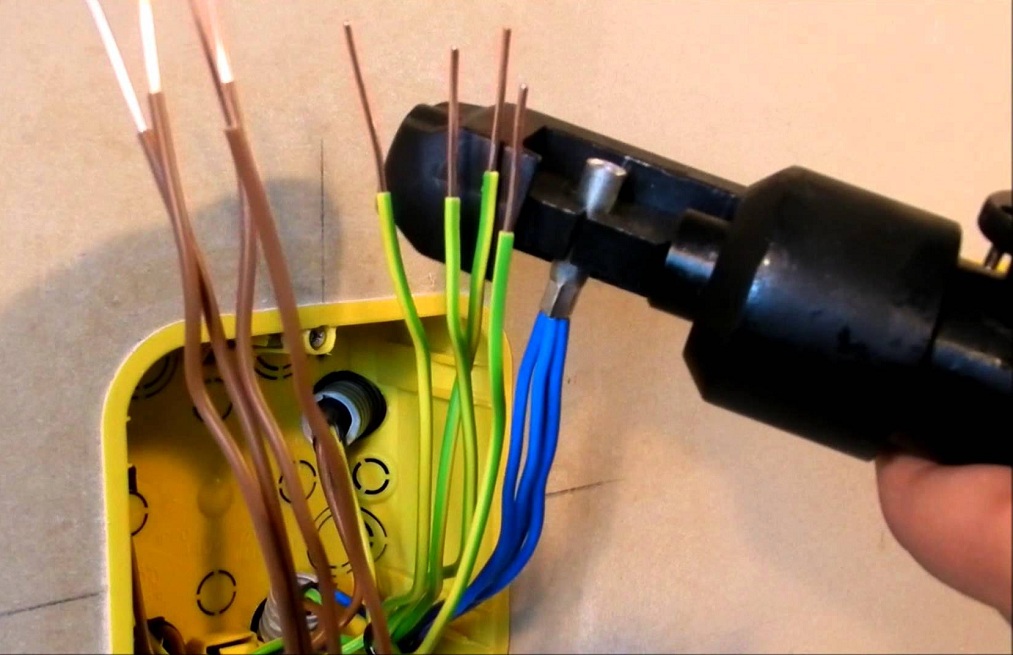
Кримповање жице
Најиздржљивији и најпоузданији начин повезивања жица у разводној кутији је повезивање помоћу чаура, након чега следи пресовање (кримповање). Пружа савршен контакт и повећану снагу парења.
Може се користити за различите врсте жица, и бакарне и алуминијумске различитих пресека. Али најчешће се сличан метод користи за средње и велике струје. Слична метода се широко користи чак иу индустријском обиму за пресовање жица на високонапонским водовима или подстаницама.
Технички, овај метод је прилично једноставан:
- Приликом избора рукава користи се правило подударања материјала. Према захтевима уређења електричних инсталација, бакарне жице треба увијати само са бакарним чаурама, а алуминијумске жице са алуминијумским чаурама. За упаривање проводника од различитих врста материјала користите комбиноване бакарно-алуминијумске типове чаура
- За насукане жице морају се купити посебне изоловане папучице
- Огољени крајеви жица се убацују у унапред припремљену чахуру.
- Затим се притисне клештима. За рукаве малог пречника, погодније је користити алат са коврџавим чељустима. Ако су рукави већег попречног пресека (од 12 мм2), користе се специјалне механичке клешта са хидрауличним погоном
- Да бисте избегли оштећење језгара, посебно ломљивих алуминијумских, није потребно превише притискати и бити ревносни
- Последњи корак је изолација. За то можете користити електричну траку или термоскупљајућу цев.
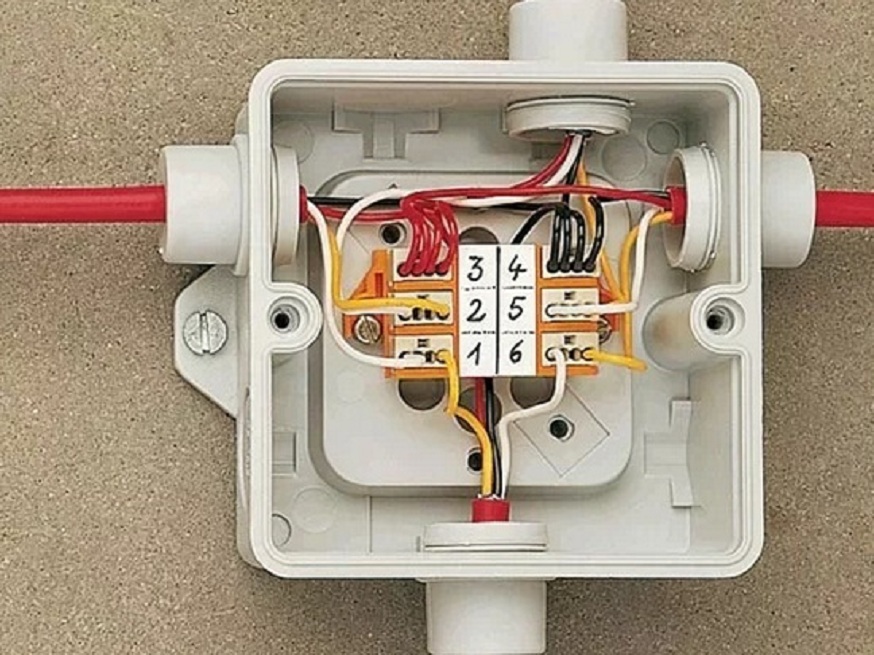
Употреба вијчаних или вијчаних терминала

Завртњи или шрафови захтевају периодично затезање
Најједноставнији начин, на који се жице постављају између вијака и матица. Погодан је како за повезивање бакарних или алуминијумских жица у разводној кутији, тако и за упаривање проводника од различитих материјала, односно повезивање бакра са алуминијумом.
Као што знате, ови материјали нису галвански компатибилни. Када се директно повежу, добићете мини-батерију, која ће временом једноставно оксидирати током реакције електролизе. Као резултат тога, контакт ће се олабавити, загрејати и, као резултат, жица ће изгорети или кратко спојити. Да би се избегао процес оксидације, између бакарних и алуминијумских проводника се мора поставити другачији материјал, у овом случају челична подлошка.
Да би се то урадило, крај сваког језгра је увијен у прстен тако да је око потпуно затворено подлошком и не долази у контакт са суседним проводником. Требало би да се налази тако да се прстен увуче унутра.
Индустрија производи специјалне стезаљке за спајање бакра и алуминијума, које садрже пасту која инхибира процес оксидације. Забрањена је употреба поцинкованих вијака и подложака. Заиста, за коњугацију различитих материјала, дозвољено је користити метале са малим електрохемијским потенцијалом.
Пошто су вијци и вијци прилично гломазни, последњих година су замењени компактнијим терминалним блоковима опремљеним стезаљкама за матице. Споља, ови уређаји изгледају као цеви опремљене са навојним рупама са обе стране за уметање шрафова. За уплетене жице доступне су посебне месингане папучице.Језгра великог попречног пресека су затворена у блоковима са завртњима опремљеним поклопцем за отварање.
Метода коришћења конвенционалних стезаљки за завртње или вијке има још један значајан недостатак. Контакти у њима временом олабаве, па завртњи и завртњи потребно је повремено притиснути.. Када су спојене на стезаљке, навртке се не олабаве ни с временом, тако да им није потребно периодично затезање. Вероватноћа њиховог затварања је минимална.
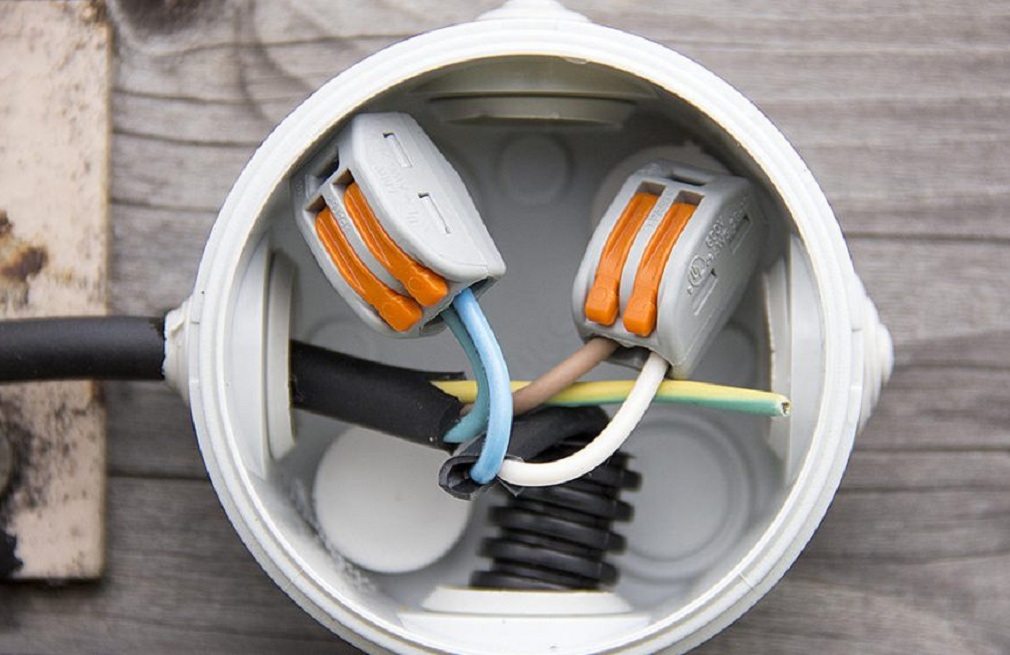
Терминали
Како малтерисати зидове сопственим рукама: упутства за почетнике (фотографија и видео) + рецензије
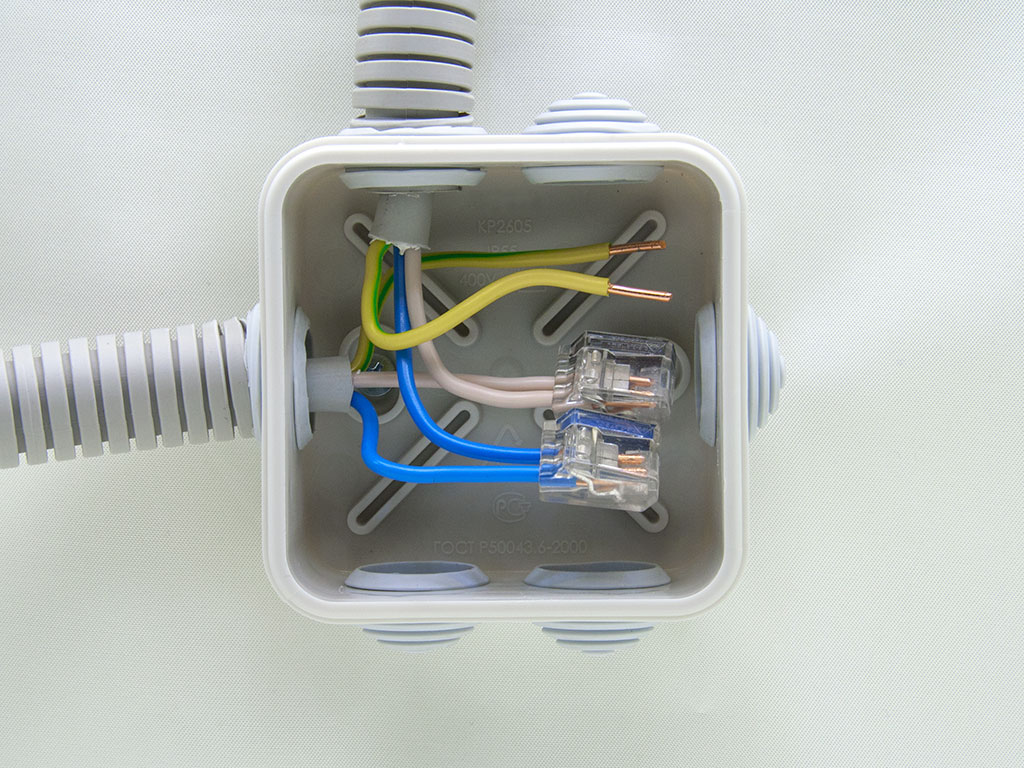
Коришћење терминала
Употреба терминала у потпуности испуњава захтеве ПУЕ. Међутим, њихова употреба је оправдана само ако је разводна кутија опремљена готовим јастучићима. Поред тога, ова метода је погоднија за полагање вишежилних каблова у кутију - теже је компресовати једножилне жице без оштећења, а заједно са терминалом ће заузети много простора.
У овом случају биће проблематично одвојити каблове са стране. Идеална опција за коришћење терминалних блокова је жичана веза са шрафом, без клема за пресовање.
Можете јасно видети процес повезивања језгара у разводној кутији у следећем видеу. Детаљно описује сваки од препоручених типова електричних жичаних веза у разводној кутији:

ВИДЕО: Све врсте жичаних веза. Како спојити жицу.
Повезивање жица у разводној кутији: врсте веза и њихова примена





